El siguiente link https://teachingtechyt.github.io/calibration.html#temp le permitirá crear una torre de temperatura para probar parámetros consecutivos en la misma impresión. Se recomienda realizar este test cuando se adquiera una nueva impresora, pero sobre todo cuando se cambie la boquilla o si se está probando un nuevo tipo o marca de filamento.
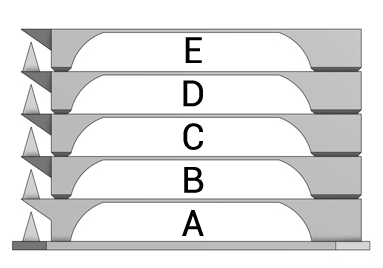
Esta torre contiene 5 segmentos para variar la temperatura. Las temperaturas más bajas estarían al comienzo de la impresión (segmento A) y va aumentando hasta la temperatura más alta en la parte superior de la impresión (segmento E).
A continuación se indican los parámetros y datos que se deben ingresar para generar el Gcode y finalmente imprimir la torre de temperatura.
Nozzle Diameter / Layer Height
Seleccione el diámetro de su boquilla y la altura de la capa. Si no ha cambiado la boquilla que viene de fábrica, esta es de 0,4 mm y 0,2 mm es una altura de capa común para esta boquilla.

Auto Bed Levelling
Seleccione que método de ABL se usa. En la Minka S Pro se utiliza el G29.
![]()
Bed dimensions
Ingresar el número correcto intentará mover la impresión al centro de la cama. La Minka S Pro tiene una cama de 220 x 220.Los demás valores dejarlos en 0.

Bed temperature
Ingresamos aquí la temperatura de la cama de impresión, para el PLA comunmente son 60 grados.

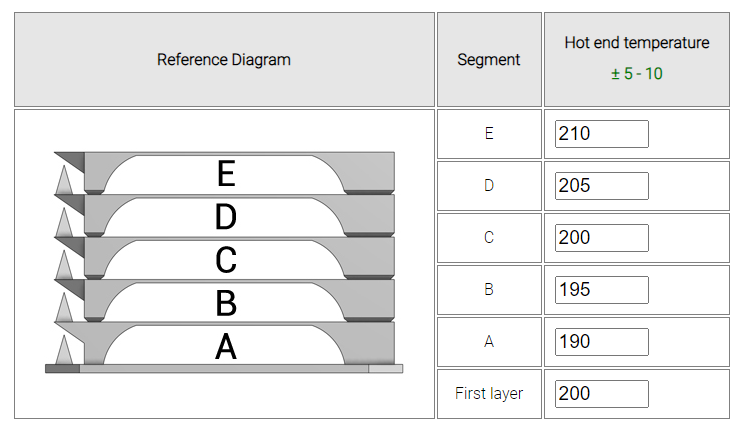
Hot end temperature
Por lo general, el filamento viene con una temperatura de extrusión recomendada. Se recomienda utilizar valores a ambos lados de este. Por ejemplo, si un filamento PLA pide 200 grados, puedes variar la temperatura entre 190, 195, 200, 205, 210 (los valores por defecto del formulario). Por lo general, la temperatura de la primera capa se elevará para aumentar la adherencia con la cama, especialmente si se está probando una temperatura más baja de lo habitual para el segmento A. Los incrementos sugeridos sobre cuánto variar el valor para cada segmento son ±5 o ±10.
Tenga cuidado de bajar demasiado la temperatura ya que puede causar una obstrucción en la boquilla.
Nota: La secuencia de inicio y ABL se completará con una temperatura de extrusión de 50 grados por debajo de lo establecido.
Part cooling fan
La impresión con PLA generalmente hace que el ventilador de enfriamiento de la pieza se encienda desde la capa 2, esto para mejorar la adherencia con la cama. Modifique ese valor predeterminado aquí, si desea imprimir otros materiales.
![]()
Retraction
Para la Minka S Pro que cuenta con un extrusor directo, puede ser adecuado un valor inicial de 0.8 mm y una velocidad de 35 mm/seg. Los demás valores se los deja en 0.

Download Gcode
Una vez seleccionados los parámetros correctos, se descarga el Gcode haciendo click en el botón ¨Download¨ y ya puede comenzar a imprimir este test que dura aproximadamente 30 min.
Interpretación de resultados
A continuación indicaremos como interpretar la pieza impresa para saber cual es la temperatura ideal para imprimir el filamento.
En la imagen de ejemplo se usaron temperaturas de 190 grados para el segmento A y 210 grados para el último segmento con un incremento de ±5. Se puede observar la diferencia en el acabado de la superficie, los segmentos más fríos tienen un acabado mate, mientras que los más calientes son más brillantes.

En la pieza son destacables los hilos en el segmento E causados por una temperatura muy alta.
Adicionalmente se tienen los picos de cada segmento, que se usan para comprobar la resistencia en cada capa aplicando una ligera fuerza sobre ellos y comprobar si se quiebran o no.

Finalmente se puede observar que en los segmentos A, D y E, estos picos se quebraron facilmente, mientras que en las otras 2, fueron más resistentes.

Se puede concluir que el segmento C da mejores resultados, es decir 200 grados es una temperatura óptima para este material.
Hay una variedad de factores que este test puede mostrarnos, desde el aspecto cosmético hasta el rendimiento. Por lo que es la mejor y más rápida prueba para determinar la temperatura de impresión de un material.
